Когда дело доходит до выбора подходящей вставки, найти вставку, наиболее подходящую для поставленной задачи, — это всего лишь половина дела. драться. Последний шаг состоит в выборе наиболее подходящего сплава и стружколома.
В следующих параграфах мы объясним, как выбрать наиболее подходящую форму пластины. и класс за конкретные обязанности, которые у вас есть. При выборе вставки необходимо учитывать множество различных факторов. Чтобы добиться эффективного контроля стружки и производительности обработки, важно тщательно выбрать геометрию пластины, сплав пластины, форму пластины (угол при вершине), размер пластины, радиус вершины и угол входа (подъёма).
Выбирайте форму вставки в зависимости от выполняемой операции которые вы хотите выполнить, например чистовую обработку.
Для оптимальной долговечности и экономической эффективности выбирайте пластину с максимально возможным углом при вершине.
Если есть склонность к вибрации, используйте меньший радиус вершины.
Выберите размер пластины в зависимости от глубины резания.
Выберите максимально возможный радиус при вершине для обеспечения прочности пластины.
Выберите меньший радиус при вершине.
Геометрия пластин
Геометрию пластин можно разделить на три основных типа: типы, которые наиболее подходят для чистовой, промежуточной и черновой обработки соответственно.
Пластины для черновой обработки: Сочетания высокой скорости подачи, и глубина реза для реза. Операции, требующие самого высокого уровня безопасности.
Средние пластины: Операции от средней до легкой черновой обработки. Доступен разнообразный выбор комбинаций глубины резания и скорости подачи.
Чистовые пластины: Операции с использованием чистовых пластин следует выполнять при малая глубина резания и медленная скорость подачи. Операции, требующие лишь небольшого усилия резания.
Вставка Wiper Geometry
Используйте пластины Wiper, чтобы обеспечить либо лучшее качество поверхности при сохранении обычных режимов резания, либо сохранение чистоты поверхности при значительном увеличении скорости подачи. Геометрия стеклоочистителя, известная как WMX, является первым выбором и служит отличной отправной точкой для подавляющего большинства применений. Всегда есть плодотворный вариант, даже когда обстоятельства меняются. В случае возникновения проблем с вибрацией использование положительной формы скребка поможет снизить требуемое усилие и сохранить стабильный уровень производительности.
Сделайте свой выбор для геометрии дворника следующим образом:
WL: Чтобы обеспечить улучшенный контроль над стружкой при переходе к более низкому fn/ap.
WF: Улучшает контроль над стружкой, одновременно снижая необходимое fn/ap. Кроме того, для снижения давления резания при наличии вибрации.
WMX всегда является лучшим выбором, когда речь идет об операциях с использованием широкой стружки. Обеспечивает максимально возможную производительность, широкий спектр применения и отличные результаты.
WR: Когда требуется более прочная кромочная линия, например, в случае прерывистой сокращения.
Вставляет оценку
Марк пластины выбирается в основном с учетом следующих критериев: материал детали (ISO P, M, K, N, S или H); вид обработки (чистовая, получистовая, черновая) Условия работы станка (хорошие, средние, тяжелые)
Геометрия пластины и ее сплав дополняют друг друга. Например, прочность сплава может компенсировать недостаточную прочность геометрии пластины, если геометрия пластины спроектирована правильно.
Пластина Форма
При выборе формы пластины следует учитывать соответствующий уровень доступности для угла входа инструмента. Для обеспечения прочности и надежности пластины угол при вершине следует увеличить до максимально достижимого значения. Однако этот аспект необходимо сопоставить с несколькими различными сокращениями, которые необходимо провести. Большой угол носа надежен, но требует большей мощности машины и имеет большую склонность к вибрации. Крошечный угол носа слабее и имеет меньшее зацепление режущей кромки, что может сделать его более уязвимым к воздействию тепла. С другой стороны, большой угол при вершине обеспечивает большее зацепление режущей кромки.
Размер пластины
Определите подходящий размер пластины в зависимости от требований применения, а также доступной площади для режущего инструмента в приложении. КогдаРазмер вставки увеличивается, стабильность также увеличивается. Пластины размером, обычно превышающим IC 25 миллиметров, используются для обработки в тяжелых условиях (1 дюйм). После завершения часто есть возможность уменьшить размер.
Как выбрать размер вставки?
Определите максимально возможную глубину выреза, которую можно достичь .
Определите необходимую длину резания, обозначаемую символом LE, с учетом угла входа (подъёма) державки инструмента, глубины резания и технических характеристик станка. .
Если необходимое значение LE известно заранее, его можно использовать для выбора подходящей длины режущей кромки (L) и длины резания пластины (IC) для пластина.
Радиус при вершине пластины
При выполнении токарных операций важно учитывать радиус при вершине, иногда называемый RE. Пластины доступны для приобретения с различными диаметрами при вершине и в широком диапазоне размеров. Выбор, который контролируется глубиной резания и скоростью подачи, влияет на качество поверхности, стружколомание и прочность пластины. Выбор влияет на оба этих фактора.
Применяемые силы резания, а также глубина резания
Связь, существующая между радиусом при вершине и глубиной резания, является одним из факторов, который может влиять на вибрационные тенденции. Радиальные силы, которые отвечают за отвод пластины от режущей поверхности, становятся более осевыми по мере увеличения глубины резания. Эти силы вызваны увеличением глубины резания.
Выгодно иметь больший процент осевых сил, чем радиальных. Иметь больше осевых сил, чем радиальных. Когда на процесс резания действует большая радиальная сила, это может оказать неблагоприятное влияние, которое может привести к вибрации и ухудшению качества поверхности. Это может произойти в том случае, когда на операцию резания действует чрезмерная радиальная сила. Как правило, вам следует выбирать радиус при вершине, который либо точно соответствует глубине резания, либо немного меньше глубины резания.
Тип пластины для токарной обработки с положительным или отрицательным углом
Пластина с положительным углом имеет задний угол, превышающий ноль градусов, в то время как отрицательная пластина будет иметь угол зазора больше нуля градусов, но меньше девяноста градусов (например, 7 градусов зазора). Вставка отрицательного типа объясняет, как должна быть сконструирована вставка, чтобы она правильно наклонялась при установке в держатель.
Два различных типа вставок имеют определенное сходство в своих качествах, которые представлены в следующем списке:
Вставка с положительным углом
Зазорный угол, одинарный Односторонняя резка, пластина с положительным углом, низкие силы резания, боковой зазор и угол зазора — вот лишь некоторые из включенных функций.
Вставка с отрицательным углом
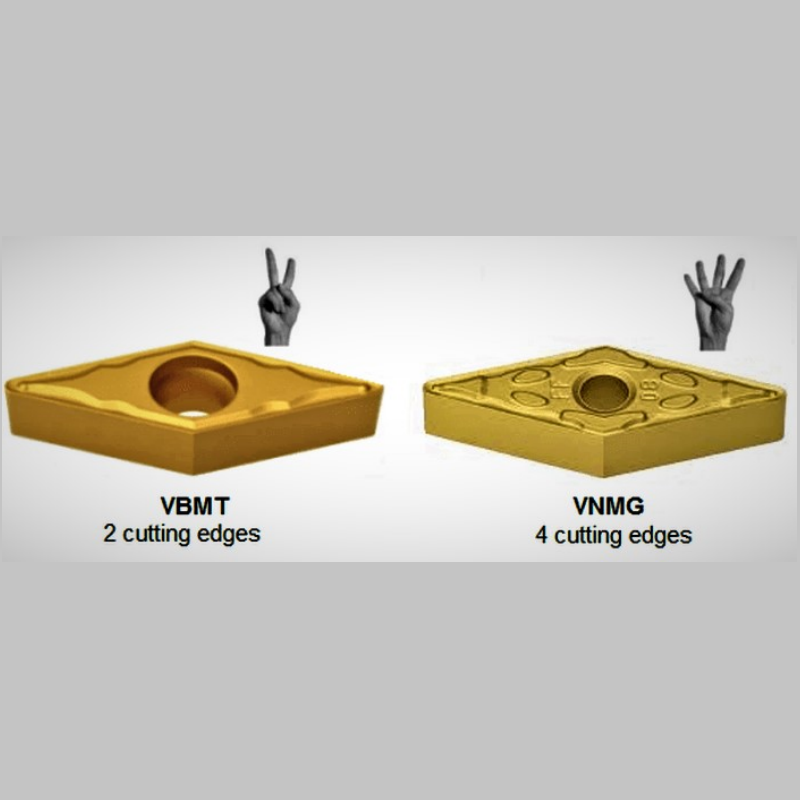
Пластина с отрицательным передним углом, может использоваться как с двух, так и с одной стороны, имеет высокую прочность кромки, имеет нулевой зазор, является идеальным выбором для наружного точения и эффективна. для тяжелых условий резания.
Вывод
Отрицательный Пластины являются наиболее долговечным и надежным решением для черновой и общей токарной обработки благодаря прочной форме и толщине пластин. Это связано с тем, что негативные пластины обеспечивают большую скорость подачи и большую глубину резания, чем пластины других типов. При обработке использование позитивных пластин почти всегда является оптимальным вариантом, поскольку по сравнению с другими типами они обеспечивают более низкое давление резания. В результате этого можно завершить процесс резания на меньшей глубине, что приведет к снижению вибрации. Цена положительной и отрицательной вставки практически одинакова; однако, если вы приобретете вдвое больше режущих кромок, чем раньше, цена, которую вы платите за каждую режущую кромку, сократится вдвое. Это связано с тем, что цена пластины определяется количеством приобретаемых режущих кромок. Свяжитесь с HUANA, если у вас есть какие-либо вопросы или сомнения по поводу пластин с положительным и отрицательным углом, или если вы заинтересованы в покупке любого типа пластин.
Контактное лицо: Steve Lee
Электронная почта: [email protected]
Телефон: 86-731-22200908
Адрес: Floor 4,Building NO.15,Zhichuang Plaza,NO.1299,Liyu Road,Tianyuan District,Zhuzhou City, Hunan, P.R. CHINA
Тел: 0086-19973342799
Электронная почта: [email protected]

Официальный аккаунт WeChat






